Схема гкм, принцип работы, основные операции, характеристики. Большая энциклопедия нефти и газа
Горизонтально-ковочная машина
(ГКМ)
предназначена для горячего безоблойного штампования (См. Безоблойное штампование) заготовок из прутка в разъёмных матрицах. По характеру воздействия на заготовку ГКМ относится к прессам. На ГКМ производят высадку, а также прошивку, отрезку, гибку, выдавливание. По сравнению с др. кузнечно-прессовыми машинами ГКМ более производительны, обеспечивают высокую точность изделий. Рабочее усилие в ГКМ создаёт кривошипный механизм, движение рабочих органов происходит в горизонтальной плоскости. Вспомогательные операции (подачу заготовки, зажим её и т. п.) осуществляет рычажно-кулачковый механизм. В СССР и за рубежом выпускаются ГКМ с усилием от 0,5 до 31,5 Мн
(от 50 до 3150 mc
), позволяющие высаживать прутки диаметром до 225 мм
. Лит.:
Кожевников В.Я., Ксенжук И. Г., Худяков И. И., Горизонтально-ковочные машины, М. - К., 1960. Б. В. Розанов, В. П. Линц.
Большая советская энциклопедия. - М.: Советская энциклопедия . 1969-1978 .
Смотреть что такое "Горизонтально-ковочная машина" в других словарях:
горизонтально-ковочная машина - ГКМ Кривошипная м., предназнач. для изготовления поковок с использ. операций горячего деформирования: высадки, прошивки, вьшавливания, просечки, гибки и др.; различают ГКМ с вертик. и горизонт. разъемом матриц. … …
горизонтально-ковочная машина - Смотри горизонтально ковочная машина (ГКМ) …
Кривошипный пресс для горячей штамповки изделий из пруткоо и труб в многоручьевых штампах с разъёмными матрицами. Осн. операции, производимые на Г. к. м.. высадка и прошивка. Применяется для получения сплошных и полых стержней с одним или неск.… … Большой энциклопедический политехнический словарь
горизонтально-ковочная машина (ГКМ) - [(horizontal) forging machine] кривошипная машина, предназначенная для изготовления поковок с использованием операций горячего деформирования: высадки, прошивки, вьшавливания, просечки, гибки и др.; различают ГКМ с вертикальным и горизонтальным… … Энциклопедический словарь по металлургии
ковочная машина - высадочный пресс Тип ковочного оборудования, связанный с механическим прессом, в котором основная формирующая энергия прикладывается горизонтально к заготовке, которая захвачена и держится предшествующим действием бойков. литейная машина, которая обеспечивает подачу расплава в металлическую форму под определенным давлением с последующей выдержкой до затвердевания. По типу привода машины подразделяют на гидравлические, поршневые и… … Энциклопедический словарь по металлургии
машина огневой зачистки - установка для зачистки поверхности горячих металлических заготовок (блюмов, слябов) путем сжигания поверхностного дефектного слоя металла в струе природного газа и кислорода при движении заготовок по рольгангу; Смотри… … Энциклопедический словарь по металлургии
Cтраница 1
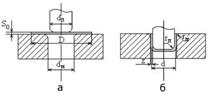
Горизонтально-ковочные машины имеют штампы, состоящие из трех частей (рис. 3.29): неподвижной матрицы 3, подвижной матрицы 5 и пуансона /, размыкающихся в двух взаимно перпендикулярных плоскостях. При включении машины подвижная матрица 5 прижимает пруток к неподвижной матрице, упор 2 автоматически отходит в сторону, и только после этого пуансон / соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. Формующая полость может находиться не только в матрице, но и совместно в матрице и пуансоне, а также только в одном пуансоне.
Горизонтально-ковочные машины (ГКМ) по сравнению с молотами и прессами имеют высокую производительность, наиболее приспособлены к применению электронагревательных устройств и удобнее для осуществления механизации и автоматизации процесса штамповки. ГКМ работают с большой точностью и настолько чисто, что иногда устраняется последующая механическая обработка.
| Кинематическая схема горизонтально-ковочной машины.| Схемы основных операций при штамповке на горизонтально-ковочной машине. а - высадка. б - высадка - набор металла. в - прошивка. г - пробивка. |
Горизонтально-ковочные машины имеют штампы, состоящие из трех частей (рис. 3.38): неподвижной матрицы 3, подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. При включении машины подвижная матрица 5 прижимает пруток к неподвижной матрице, упор 2 автоматически отходит в сторону, и только после этого пуансон / соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. Формующая полость может находиться не только в матрице, но и совместно в матрице и пуансоне, а также только в одном пуансоне.
Горизонтально-ковочные машины обладают высокой производительностью (400 - 900 поковок в час), обеспечивают получение поковок большей точности, чем при штамповке на молотах, и почти не дают заусенцев. На этих машинах операциями высадки нагретых прокатных заготовок получают кольцеобразные изделия и поковки типа стержней с головками или утолщениями.
Горизонтально-ковочные машины (рис. 192) применяются для изготовления сплошных или полых стержней, имеющих утолщение.
Горизонтально-ковочная машина имеет холостой и рабочий ходы. Холостой ход начинается включением электродвигателя, когда вращается только шкив 3, но муфта 4 выключена; тормоз 18, находящийся на правой стороне приводного вала 17, удерживает приводной вал от вращения. При нажатии педали 10 сжатый воздух поступает в муфту и включает ее, что ослабляет затянутые ленты тормоза и приводит к вращению приводной вал. Одновременно поступающий воздух в тормоз 18 освобождает затянутые ленты тормоза, и вращение с приводного вала передается на коленчатый вал.
Горизонтально-ковочные машины.На этих машинах выполняют горячую высадку различных деталей (типа стержня с утолщением, со сквозным отверстием, с глухой полостью, сложной конфигурации и т. п.) из пруткового материала или труб в многоручьевых штампах. Конструкция штампов позволяет осуществлять также пробивку отверстий, обрезку по контуру, отрезку от прутка и т. д. Горизонтально-ковочные машины различают с разъемом матриц в вертикальной и горизонтальной плоскостях.
Общий вид и кинематическая схема горизонтально-ковочной машины с вертикальным разъемом матриц представлены на рис. 48, а, б. Электродвигатель 1 через клиноременную передачу 2,маховик 3 и муфту включения 4 приводит во вращение приводной вал 17. Этот вал передает вращение коленчатому валу 22 посредством малой 16 и большой 21 шестерен. Коленчатый вал охватывает шатун 20,который приводит в возвратно-поступательное движение главный ползун 19. На коленчатом валу насажен эксцентрик 23, приводящий в движение боковой ползун 5. Последний, передвигаясь вперед, двигает систему рычагов 6, 7 и 8,связанных с зажимным ползуном 9.Таким образом, поворот коленчатого вала вызывает поступательное движение бокового 5 и зажимного 9 ползунов; почти одновременно с ними происходит рабочее движение (движение вперед) высадного или главного ползуна 19.С высадным ползуном через систему рычагов и роликов связан передний упор 13. При исходном положении ползунов 19 и 5 (это положение изображено на рисунке) упор 13 опущен в штамповое пространство и находится между пуансоном 14 и половинами 11 и 12 матрицы. Подаваемая вперед нагретая заготовка соприкасается с упором. Как только ползуны начинают двигаться вперед (рабочий ход), упор 13 при помощи рычага 15 начинает подниматься и выходит из штампового пространства. Зажимной ползун 9, опережающий высадочный ползун 19,зажимает заготовку между половинами 11 и 12 матрицы, после чего высадочный ползун пуансоном 14 ударяет по торцу заготовки.
После высадки происходит обратное движение ползунов, поковка освобождается и штамповщик убирает ее или перекладывает в другой ручей.
Горизонтально–ковочная машина имеет холостой и рабочий ходы. Холостой ход начинается включением электродвигателя, когда вращается только шкив 3,но муфта 4 выключена; тормоз 18,находящийся на правой стороне приводного вала 17,удерживает приводной вал от вращения. При нажатии педали 10 сжатый воздух поступает в муфту и включает ее, что ослабляет затянутые ленты тормоза и приводит к вращению приводной вал. Одновременно поступающий воздух в тормоз 18 освобождает затянутые ленты тормоза, и вращение с приводного вала передается на коленчатый вал.
Производительность горизонтально-ковочных машин высокая (400…900 поковок в час).
Горизонтально-ковочные машины (ГКМ) имеют штампы, состоящие из трех частей: неподвижной 8 и подвижной 1 матриц, размыкающихся в двух взаимно перпендикулярных плоскостях, и пуансона (рис. 12.7).
Пруток с нагретым участком, обращенным к пуансону, закладывают в неподвижную матрицу 8. Положение прутка определяется упором. При включении ГКМ подвижная матрица 1 прижимает пруток к неподвижной матрице 8, упор отводится в сторону, а пуансон ударяет на выступающую часть прутка, деформируя ее.
Главный ползун 7, несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. Подвижная матрица 1 приводится от бокового ползуна 3 системой рычагов 2. Боковой ползун приводится в движение кулачками 4, сидящими на конце кривошипного вала 6.
ГКМ обычно строят с усилием до 30 МН. Основными операциями, выполняемыми на ГКМ, являются высадка, прошивка и пробивка.
Штамповку на ГКМ можно выполнять за несколько проходов в отдельных ручьях, оси которых расположены горизонтально одна над другой. Каждый переход выполняется за один рабочий ход машины.
Рис. 12.7. Кинематическая схема горизонтально-ковочной машины:
1 – подвижная матрица; 2 – система рычагов; 3 – боковой ползун; 4 – кулачки;
5 – шатун; 6 – кривошипный вал; 7 – ползун; 8 – неподвижная матрица
52. Холодная объемная штамповка: виды, схемы, характеристики, область применения.
Для холодного выдавливания пригодны металлы, обладающие высокой пластичностью, малым пределом прочности и низкой способностью к упрочнению.
Существуют два основных способа выдавливания (рис. 44, а): прямой, при котором металл течет в направлении движения пуансона (рис. 44,I), и обратный, когда металл течет навстречу движению пуансона (рис. 44,II). Применяется также комбинированное выдавливание (рис.44,III), при котором металл течет одновременно в направлении движения пуансона и навстречу ему.
Прямой способ применяется для получения деталей с фланцем и деталей типа стержней и трубок с различной формой поперечного сечения, обратный - для полых деталей с дном типа колпачков, комбинированный - для деталей сложной формы с различными уступами и ребрами в дне детали, и деталей, имеющих две полости с перемычкой между ними.
Заготовками для прямого способа выдавливания служат плоские шайбы или толстостенные колпачки (рис. 44,б). Для обратного выдавливания заготовки и детали получают чистовой вырубкой из листа или отрезкой от прутка. Форма заготовок должна соответствовать форме поперечного сечения детали.
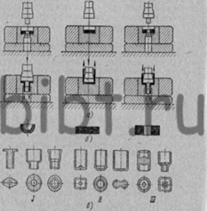
Рис. 44. Схемы холодного выдавливания: I - прямого, II - обратного, III - комбинированного; а - схемы процесса, б - формы заготовок, в - готовые детали
Методом холодного выдавливания изготовляют детали (рис. 44, в) из свинца, алюминия, цинка, меди, латуни и низкоуглеродистой стали.
Холодная высадка - это процесс увеличения поперечных размеров части заготовки за счет одновременного уменьшения ее длины. Холодная высадка применяется для формообразования головок заклепок, болтов, винтов, шурупов, гаек, а также некоторых деталей машин из стали и цветных металов. Без нагрева высаживают болты размером до М20 и гайки размером до М27.
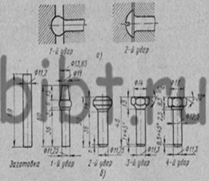
Рис. 45. Схемы холодной высадки: а-винт с полупотайной головкой, полученный за два удара на автомате б - винт, полученный за четыре удара на автомате
Калибрование применяется для получения точных размеров и ровной, чистой и гладкой поверхности деталей, изготовленных объемной штамповкой или горячим прессованием. Калибрование выполняется в штампах на прессах ударного действия - фрикционных или чеканочных. Различают плоскостное и объемное калибрование.
При плоскостном калибровании обжимаются только отдельные плоскости заготовки и калибруются ее размеры по толщине (рис. 46, а). Степень осадки обычно составляет 5-10% от первоначальной толщины заготовки.
Объемное калибрование заключается во всестороннем обжатии заготовки с вытеснением избытка металла в облой, который удаляют последующей обрезкой или зачисткой (рис. 46,б).
В некоторых случаях детали подвергают комбинированному калиброванию - сначала объемному, а затем плоскостному.
53. Холодная листовая штамповка: исходный материал, область применения, характеристики.
Холодная листовая штамповка металла - это один из наиболее прогрессивных методов изготовления различных заготовок и готовых изделий путем деформации листового материла (как правило металла) материала давлением на прессе с помощью штампа. Подобная процедура проводится при холодном состоянии, из-за чего она и называется холодной листовой штамповкой.
В качестве заготовок для холодной листовой штамповки применяют листы, полосы и ленты. По толщине листы делятся на тонкие (до 4 мм) и толстые (свыше 4 мм). Штамповку толстолистового материала часто производят в горячем состоянии. Наибольшее применение в холодной листовой штамповке получили углеродистая и легированная стали, медь и ее сплавы, алюминий и его сплавы, а также неметаллические материалы бумага, эбонит, картон, резина, фибра, асбест, органическое стекло, винипласт и другие материалы, поставляемые в виде листов, лент и полос.
Процесс производства штампованных изделий начинается с проработки технологического процесса с целью автоматизации и оптимизации. Параллельно разрабатываются готовые штампы и изготавливаются штучные тестовые изделия. Если процесс штамповки идеально налажен, а готовое изделие не вызывает нареканий, то начинается серийное производство.
Листовую штамповку широко применяют в различных отраслях промышленности, особенно в таких, как авто-, тракторо-, самолето-, ракето- и приборостроение, электротехническая промышленность и др.
К преимуществам листовой штамповки относятся:
Возможность получения деталей минимальной массы при заданной их прочности и жёсткости;
Достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием;
Сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30-40 тыс. деталей в смену с одной машины);
Хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве.
Материал, используемый для штамповки, должен отвечать не только требованиям эксплуатации, но и обладать высокой штампуемостью, т. е. способностью листовой заготовки деформироваться при формоизменяющих операциях без разрушения. Однако одна и та же заготовка может допускать значительные пластические деформации при одной операции, а при других показывать худшую штампуемость. Это затрудняет поиск единых показателей (критериев) штампуемости, позволяющих по данным механических испытаниях судить о возможных поведениях заготовки во всех формоизменяющих операциях листовой штамповки.
54. Разделительные операции листовой штамповки: схемы, характеристики, инструменты.
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут выполняться по замкнутому или по незамкнутому контуру.
Отделение одной части заготовки от другой осуществляется относительным смещением этих частей в направлении, перпендикулярном к плоскости заготовки. Это смещение вначале характеризуется пластическим деформированием, а завершается разрушением.
Отрезка – отделение части заготовки по незамкнутому контуру на специальных машинах – ножницах или в штампах.
Обычно ее применяют как заготовительную операции для разделения листов на полосы и заготовки нужных размеров.
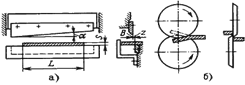
Основные типы ножниц представлены на рис. 15.5.
ножницы с поступательным движением режущих кромок ножа могут быть с параллельными ножами, для резки узких полос, с одним наклонным ножом – гильотинные (рис.15.5.а). Режущие кромки в гильотинных ножницах наклонены друг к другу под углом 1…50 для уменьшения усилия резания. Лист подают до упора, определяющего ширину отрезаемой полосы В. Длина отрезаемой полосы L не должна превышать длины ножей.
Ножницы с вращательным движением режущих кромок – дисковые (рис.15.5.б). Длина отрезаемой заготовки не ограничена инструментом. Вращение дисковых ножей обеспечивает не только разделение, но и подачу заготовки под действием сил трения. Режущие кромки ножей заходят одна за другую, это обеспечивает прямолинейность линии отрезки. Для обеспечения захвата и подачи заготовки диаметр ножей должен быть в 30…70 раз больше толщины заготовки, увеличиваясь с уменьшением коэффициента трения.
Вырубка и пробивка – отделение металла по замкнутому контуру в штампе.
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали, а пробивкой – внутренний контур (изготовление отверстий).
Вырубку и пробивку осуществляют металлическими пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие матрицы. Схема процессов вырубки и пробивки представлена на рис. 15.6.

Рис. 15.6. Схема процессов вырубки (а) и пробивки (б)
1 – пуансон, 2 – матрица, 3 – изделие, 4 – отход
Уменьшение усилия резания достигается выполнением скоса на матрице при вырубке, на пуансоне – при пробивке.
При штамповке мало- и среднегабаритных деталей из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки. В отдельных случаях смежные заготовки вырубают без перемычек (экономия металла при ухудшении качества среза и снижении стойкости инструмента).
55. Формоизменяющие операции листовой штамповки: схемы, характеристики.
Гибка - это технологическая операция листовой штамповки, в результате которой из плоской заготовки при помощи штампов получают изогнутую пространственную деталь. Различают одноугловую, двухугловую, многоугловую гибку, закатку и завивку (рис. 1.6). ![]()
При одноугловой гибке слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении
Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлениях. Между удлиненными и укороченными слоями находится нейтральный слой (н.с.), представляющий условную криволинейную поверхность, разделяющую слои сжатых и растянутых волокон.
последовательность процесса одноугловой гибки показана на рис. 1.8 и включает 3 стадии: упругого изгиба; упруго - пластического изгиба; калибровки. При этом происходит постепенное уменьшение радиуса кривизны и плеча изгиба (L1,L2,LK).
Немаловажными величинами, определяющими возможность осуществления листовой гибки, являются минимально допустимые радиусы гибки. Они должны соответствовать пластическим свойствам металла и не допускать образования трещин.
Вытяжка - это технологическая операция ЛШ, заключающаяся в превращении плоской или полой заготовки в открытое сверху полое изделие замкнутого контура. По геометрической форме получаемых деталей выделяют вытяжку изделий осесимметричной, коробчатой и сложной несимметричной формы. Кроме того, различают вытяжку с прижимом и без прижима, а также с утонением и без утонения стенок.
Схема вытяжки без прижима приведена на рис. 1.15. Пуансон, воздействуя на центральную часть заготовки (рис. 1.15а), вызывает ее прогиб за счет создания изгибающего момента со стороны матрицы и пуансона. Дальнейшее опускание пуансона приводит к появлению радиальных растягивающих напряжений, достаточных для перевода фланцевой части заготовки в пластическое состояние
За одну операцию вытяжки можно получить одну неглубокую деталь, т.к. при больших степенях вытяжки в опасных зонах (переход от фланца к стенке и от стенки к дну) величина радиальных растягивающих напряжений от может превышать максимальную σρmax , что приведет к отрыву фланца или дна от стенки детали.
К основным операциям листовой формовки, изменяющим форму заготовки за счет местных деформаций, относятся рельефная формовка (формовка ребер жесткости и местных выступов), отбортовка, обжим и раздача.
Рельефная формовка - это операция листовой штамповки, которая служит для получения выпукло-вогнутого рельефа за счет местных локальных деформаций растяжений. Таким способом получают рисунки, ребра жесткости, которые увеличивают общую жесткость детали на 100-200 %, снижают пружинение (повышение точности), позволяют уменьшить требуемую толщину металла.
56. Штамповка с помощью эластичных сред: схемы, характеристики.
Штамповка эластичными средами - специальный вид обработки металлов давлением и считается одним из прогрессивных технологических процессов.
Достоинства
Штамповка эластичными средами имеет ряд преимуществ, так как в её структуре предусматривается использование универсальной технологической оснастки. Именно значительное конструктивное упрощение, снижение металлоёмкости и стоимости технологической оснастки является основным достоинством этого метода штамповки.
Штамповка эластичными средами характеризуется:
исключительно высокой производительностью;
сжатыми сроками подготовки производства;
рациональным использованием основных материалов;
достижением наилучших механических свойств изготовляемых деталей;
неограниченными возможностями в части механизации и автоматизации производства;
минимальными затратами на штамповый инструмент.
Требования к заготовкам
При штамповке резиной, кроме общих требований, предъявляемым к заготовкам, необходимо учитывать следующие:
кромки в листах вогнутых бортов следует тщательно зачищать, особенно при высотах бортов близких или равных максимально допустимых.
При штамповке эластичными средами с нагревом:
заготовки перед нагревом необходимо обезжиривать;
маркировку на них перед нагревом следует смывать для предотвращения неравномерного нагрева;
остатки защитных прокладок, налипающих на заготовку после штамповки с нагревом, следует счищать щёткой с промывкой тёплой водой.
Для повышения коэффициента использования материала рекомендуется применять групповую вырезку деталей. При проектировании карты раскроя заготовки следует учитывать следующие расстояния:
между получаемыми деталями,
между деталями и краем листа.
Давление, необходимое для групповой вырезки-пробивки деталей из общей заготовки, следует определять из условия пробивки наименьшего из отверстий (пазов), имеющихся на деталях, входящих в комплект.
При изготовлении небольших по глубине изделий пуансон заменяет резиновая подушка (рис.16.2.а). С помощью резины можно осуществлять все операции: вырубку, гибку, вытяжку, формовку. Матрица 3 крепится к столу, а резиновая подушка, помещенная в стальную обойму 1, крепится к ходовой части пресса (толщина заготовки 2 – до 1,5 мм).
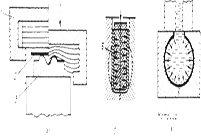
Рис. 16.2. Схемы листовой штамповки при помощи эластичной среды и жидкости
Резиновые пуансоны цилиндрической формы применяются при вытяжке изделий сложной формы, при необходимости увеличения диаметральных размеров средней части цилиндрических полуфабрикатов (рис.16.2.б).
При гидравлической вытяжке (рис.16.2.в) полые детали цилиндрической, конической, сферической или другой формы получают надавливанием на заготовку жидкостью или жидкостью, заключенной в эластичную оболочку.
Кафедра Машин и Технологии литейного производства
КОНТРОЛЬНАЯ РАБОТА
по дисциплине «Машины и оборудования
машиностроительных предприятий»
Вариант №1.
Введение
Основные операции и штампы горизонтально-ковочных машин
Устройство стреловых кранов
3. Назначение и устройство вертикально-сверлильного станка
Список использованной литературы
Введение
Целью данной контрольной работы является изучение следующих вопросов: основные операции и штампы горизонтально-ковочных машин, устройство стреловых кранов, назначение и устройство вертикально-сверлильного станка Знание устройства машин и оборудования, их технических возможностей, производительности позволяет:
Разрабатывать технологию изготовления изделий;
Планировать производство;
Проводить организационно-управленческие мероприятия;
Определить технико-экономические характеристики;
Производить рациональный выбор оборудования в зависимости от конкретных производственных условий.
Вариант №1
1. Основные операции и штампы горизонтально-ковочных машин.
Горизонтально-ковочные машины широко применяются для горячей объемной штамповки. Горизонтально-ковочная машина (ГКМ) (рис. 1) представляет собой механический пресс с горизонтальным направлением деформирующего усилия. В кинематической схеме ГКМ кроме основного кривошипно-шатунного механизма 1, 2, 3 имеется зажимной механизм 9, 10, 11. Последний обеспечивает зажим не деформируемой части заготовки, предотвращая тем самым ее выталкивание из штампа горизонтальным усилием ГКМ.
Штамп ГКМ состоит из трех частей: блока пуансонов 4 и двух матриц - неподвижной б и подвижной 8. Блок пуансонов крепится в главном ползуне 3, неподвижная матрица 6- в станине, а подвижная матрица 8- в зажимном ползуне. Штамп имеет два разъема: один - между блоком пуансонов и матрицами, второй между матрицами. Причем плоскость разъема между матрицами может быть вертикальной и горизонтальной. Все дальнейшие сведения относятся к ГКМ с вертикальным разъемом матриц, как получившим наибольшее распространение.
Рис. 1. Схема штамповки на горизонтально-ковочной машине (вид сверху)
Взаимодействие механизмов ГКМ и частей штампа в процессе штамповки осуществляется по следующей схеме (рис. 1). Заготовку-пруток 7 закладывают в зажимную часть ручья неподвижной матрицы 6 и подают вперед до упора 5. Часть прутка длиной Lв, выходящая за пределы зажимной части ручья, называется высаживаемой частью заготовки. Такое расположение механизмов машины, частей штампа и заготовки предшествует включению машины на рабочий ход и обозначено на схеме, как Положение а. Включением машины на рабочий ход механизмы и части штампа приводятся последовательно в Положения б и в. В начальной стадии поворота коленчатого вала 1 кулачок 11 через ролик 10 приводит в движение механизм 9. Зажимной механизм перемещает матрицу 8 в рабочее положение и осуществляет плотный зажим заготовки о длине Lз. После этого упор 5 отходит, а пуансон 4 приходит в соприкосновение с торцом прутка 7 (Положение б). При дальнейшем движении пуансона деформируется высаживаемая часть прутка, заполняя полость ручья (положение в). При обратном ходе машины из полости ручья удаляется пуансон 4, затем отходит матрица 8, а упор 5 устанавливается в исходное положение. Как только начинается отход подвижной матрицы, штамповщик вынимает пруток с высаженным концом из ручья и перекладывает в следующий ручей. Цикл повторяется.
ГКМ с вертикальным разъемом матриц изготавливают по ГОСТ 7023-70 двенадцати типоразмеров с усилием от 1 до 31,5 МН.
По характеру течения металла операции, выполняемые на ГКМ, можно разделить на высадку (рис.2, а), прошивку (рис. 2, 6), пробивку (рис. 2, в) и отрезку (рис. 2, г).
При высадке на конце прутка 3 или на каком-то его участке получают утолщения той или иной формы. При этом необходимо соблюдать правило высадки, согласно которому длина высаживаемой части Lв не должна превышать двух с половиной диаметров заготовки В (см. рис. 1). В противном случае может произойти продольный изгиб и зажим заготовки.
При прошивке на конце прутка 3 получают глухую полость. При пробивке происходит отделение высаженной и прошитой поковки от прутка. В этом случае высаженная часть упирается в ножи б матриц, а пруток остается свободным (рис 2, в). Пуансон 5 с плоским торцом и режущей кромкой внедряется в дно отверстия поковки, пробивает отверстие насквозь и отталкивает пруток от поковки. Поковка остается на пуансоне, а затем снимается с него заплечиками матриц 2 и 4 и выпадает из штампа.
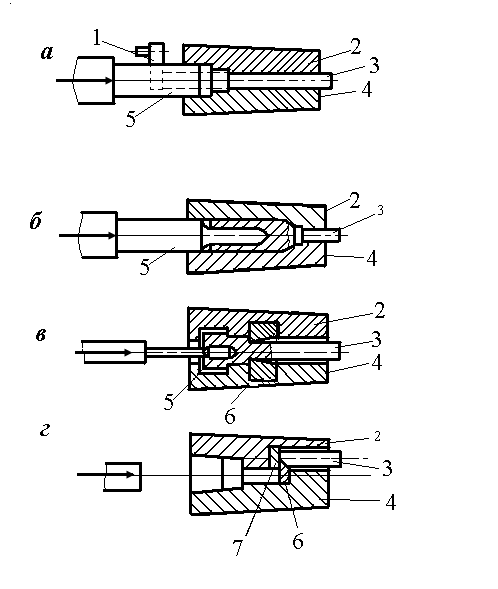
Рис. 2. Схемы основных операций штамповки на горизонтально-ковочной машине (вид на разрезы сверху): 1 – упор; 2 – неподвижная матрица; 3 – пруток; 4 – подвижная матрица; 5 – пуансон; 6, 7 – ножи.
Выполнение на ГКМ перечисленных выше операций обеспечивает получение поковок, имеющих форму:
а) стержня неограниченной длины с утолщением или фланцем на конце;
б) колец и втулок;
в) стаканов.
В случае а) для каждой используется отдельная заготовка определенной длины. В случаях б) и в) штамповку ведут «от прутка». Это означает, что на конце прутка, предназначенного для получения нескольких поковок формируется поковка и отделяется от него; б- посредством пробивки, в -посредством отрезки. Затем формируется и отделяется следующая. После отделения последней поковки остается концевой отход необходимый для зажима заготовки.
Наличие двух разъемов штампа обеспечивает свободное удаление поковок в сводит необходимость штамповочных уклонов к минимуму. Уклоны предусматриваются только в кольцевых углублениях или на кольцевых выступах рабочей части ручьев матриц на поверхностях, перпендикулярных оси главного ползуна; в полостях на боровых пуансонов и на поверхностях прошивных и пробивных пуансонов параллельных оси главного ползуна.
В процессе штамповки на ГКМ штамповщик перемещает заготовку в вертикальной плоскости из ручья в ручей. При этом деформирование заготовки за каждый рабочий ход осуществляется только в одном ручье. Если применить соответствующий манипулятор, то можно производить штамповку за каждый рабочий ход во всех или нескольких ручьях одновременно (высадка фланца полуоси на ВАЗе).
Нагрев перед штамповкой на ГКМ производится или в специализированных пламенных щелевых печах или в индукторах, причем нагревается только высаживаемая часть заготовки.
2. Устройства стреловых кранов
В соответствии с Правилами Госгортехнадзора к категории стреловых кранов относятся автомобильные, пневмоколесные, гусеничные, железнодорожные краны, краны-экскаваторы, а также тракторные и прицепные краны. Последние не имеют механизма передвижения и перемещаются с помощью трактора.
В соответствии с ГОСТ 15135-69 автомобильные, пневмоколесные и гусеничные краны в научно-технической и справочной литературе должны именоваться стреловыми самоходными кранами. Указанные краны состоят из следующих основных частей: ходового устройства, неповоротной рамы, опирающейся на ходовое устройство, опорно-поворотного устройства и поворотной платформы, на которой крепится стрела и устанавливаются механизмы и кабина крана.
Автомобильные краны устанавливаются на стандартных или усиленных шасси автомобиля. Если стреловой самоходный кран на колесном ходовом устройстве управляется только с поворотной части, он именуется пневмоколесным.
Тележки гусеничных кранов выполняются так же, как тележки экскаваторов.
Одноковшевые экскаваторы, снабженные сменным крановым оборудованием (специальной стрелой с крюком или грейфером), именуются кранами-экскаваторами. Кран-экскаватор, или экскаватор-кран, является единой машиной, которая может быть использована и как экскаватор, и как кран.
В качестве ходовых тележек железнодорожных кранов применяются двух-, четырехосные и специальные шестиосные платформы. В соответствии с ГОСТ 22388-77 железнодорожные краны должны изготовляться шести типов грузоподъемностью 10, 15, 25, 50, 100 и 150 тс.
На поворотной платформе стреловых самоходных кранов устанавливаются механизмы подъема груза и стрелы, кабина управления и портал - П-образная стойка, предназначенная для крепления стрaелового полиспаста. Поворотная платформа в своей передней части имеет две проушины или стойки для крепления основания стрелы.
Опорно-поворотное устройство предназначено для вращения поворотной части крана относительно неподвижной, а также для передачи всех основных и дополнительных нагрузок, действующих на поворотную часть крана в процессе работы, на неподвижную. Опорно-поворотное устройство устанавливается на раме крана. Поворотная платформа опирается на это устройство, которое центрирует ее при вращении и предохраняет от опрокидывания. Опорно-поворотное устройство (каткового и колесного типов) состоит из центральной колонны (цапфы), зубчатого (цевочного) венца, опорного круга, удерживающих и опорных катков и предназначается для передачи давления от поворотной платформы на раму ходовой части. Шариковые и роликовые опорно-поворотные устройства хорошо центрируют поворотную часть относительно неповоротной, ввиду чего при их применении надобность в центральной цапфе отпадает.
Грузоподъемность стрелового крана зависит от примененного на нем сменного стрелового оборудования. Величина грузоподъемности стреловых кранов зависит также от установленного при работе вылета. Меньшему вылету соответствует большая грузоподъемность, при увеличении вылета грузоподъемность уменьшается.
На все стреловые краны, грузоподъемность которых меняется в зависимости от установленного при работе вылета, в их паспорте должна быть приведена грузовая характеристика (характеристики). Грузовая характеристика дается в виде таблицы или графика. Кран может иметь одну, две и более грузовых характеристик в зависимости от наличия выносных опор, вставок для стрел, гуськов и т. п.
Большинство выпускаемых заводами стреловых самоходных кранов снабжено одной или двумя вставками для стрел, благодаря которым установленную на кране стрелу можно удлинять. При удлиненной стреле груз можно поднять выше, но при этом снижается грузоподъемность крана.
Для обеспечения удобного передвижения кранов с длинными стрелами последние в ряде конструкций кранов выполняются из двух телескопических раздвижных частей (секций), что обеспечивает сокращение общей длины примерно на 40%. Выдвижение секций осуществляется в положении, когда стрела лежит на транспортной стойке. Секция выдвигается либо вручную (краны К-1014, К-1015), либо с помощью отдельной лебедки (краны К-51 со стрелами СКВ Мосстроя), либо стреловой лебедкой (краны МКА-10М).
По исполнению подвески стрелового оборудования различают краны с гибкими (стрела удерживается с помощью стальных канатов) и жесткими (стрела удерживается с помощью гидроцилиндров) подвесками
Назначение и устройство вертикально-сверлильного станка
Станки сверлильной группы имеют несколько моделей: одношпиндельный вертикально-сверлильные станки имеют модели 2135, 2А135, 2Н135, 2А150 и т. д., а модернизированные станки этой серии – модели 2Н135А, 2Н150 и т. д.; радиально-сверлильные станки имеют модели 255, 2А53, 2А55, 2В56 и т. д., а новые 2Н55, 2Н57, 2Н58 и т.д.; координатно-расточные модели 2450, 2В460, алмазно-расточные модели 2712А и т. д.
На рис. 3 показан одношпиндельный вертикально-сверлильный станок модели 2Н135А. На фундаментной плите 1 крепится станина 9. В верхней части станины расположен электродвигатель 6 мощность 4,5 кВт, который сообщает сверлу 3, укрепленному в нижней части шпинделя 4, главное движение резания Dr (вращательное) через коробку скоростей, расположенную в консольной части станка, называемой шпиндельной головкой 5. Движение подачи Ds (поступательное вдоль оси) сверло получает от коробки передач, укрепленной в подвижном кронштейне 7.
Вертикальное перемещение шпинделя и сверла может осуществляться механически по задуманному режиму от коробки подач или вручную при помощи штурвала 8. Обрабатываемую заготовку в зависимости от ее формы и размеров укрепляют на столе 2 в машинных тисках, кондукторах или иных приспособлениях. При помощи рукоятки 10 стол может перемещаться в вертикальном направлении. В станке предусмотрена возможность сверления отверстий на заданную глубину с автоматическим отключением подачи.
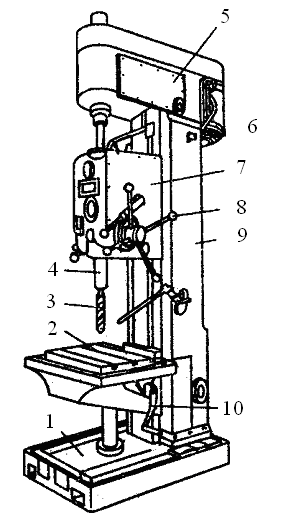
Рис. 3. Одношпиндельный вертикально-сверлильный станок модели 2Н135
На вертикально-сверлильном станке модели 2Н135А можно сверлить отверстия диаметром до 50 мм и глубиной до 300 мм. Эти станки имеют широкий диапазон частот вращения шпинделя и подач, поэтому применяются не только для сверления, но также для растачивания (зенкерования) и нарезания внутренней резьбы. Выбор наивыгоднейшей скорости главного движения резания при сверлении и других видах обработки отверстий осуществляют подбором соответствующей частоты вращения шпинделя.
Различные виды обработки металлов давлением. Оборудование и специальная технологическая оснастка для листовой штамповки
Грузоподъемные машины, характеризующиеся повторно-кратковременным режимом работы. Мостовые краны, их виды, область применения. Цеховые и ручные, крюковые, магнитные и грейферные подъемные краны. Конструктивные элементы. Установка кранов и крановый путь.
Классификация станков сверлильно-расточной группы, которые предназначены для сверления глухих и сквозных отверстий в сплошном материале. Принцип их работы и схемы построения вертикально-сверлильных, радиально-сверлильных, координатно-расточных станков.
Назначение и принцип действия изделия, сборочной единицы, в которую входит деталь. Определение типа производства. Материал детали и его свойства. Выбор и обоснование метода получения и проектирование контура заготовки. Анализ технологического процесса.
Изготовление штамповочных форм. Холодное деформирование. Конструкционные материалы. Сущность процесса горячей объёмной штамповки и области её применения. Разработка поковки и технологические операции получения поковки. Обработка детали резанием.
Обработка металлов давлением. Получение изделий и полуфабрикатов при обработке давлением путем пластического деформирования металла исходной заготовки. Разработка чертежа поковки. Определение объема детали. Схема раскроя мерного металлопроката.
Построение графика частот вращения шпинделя, определение числа зубьев передач. Разработка кинематической схемы коробки скоростей, измерение мощностей и передаваемых крутящих моментов на валах. Расчет подшипников качения, шлицевых и шпоночных соединений.
Классификация станков для обработки металлов резанием по технологическим признакам. Буквенное и цифровое обозначение моделей. Общая характеристика радиально-сверлильных станков. Назначение, устройство, принцип работы станка 2А554 и его технические данные.
Режимы резания. Траектория движения инструментов. Определение комплекта инструментов. Кинематическая схема коробки скоростей. График частот вращения. Выбор двигателя. Выбор технологического оборудования. Краткая техническая характеристика станка.
Листовая штамповка – процесс получения изделий из листового материала путем деформирования его на прессах. Горячая объемная штамповка – способ обработки металлов давлением. При холодной штамповке штампуют без предварительного нагрева заготовки.